
Высококачественные детали корпуса
Прочные стальные пластины
Для изготовления эмалированного оборудования, соответствующего китайским стандартам, Lante использует стальные листы для сосудов под давлением марки Q245R и другие двухрезные (двусторонне обработанные) листы от компании Shandong Iron and Steel Group. Закупка готовых материалов непосредственно у поставщика позволяет сократить количество промежуточных контрагентов, что положительно сказывается на цене конечного оборудования.
Для производства оборудования, соответствующего международным стандартам ASME, CE и CU TR, мы используем углеродистые стальные листы серии SA516. Данные пластины обладают равномерной прочностью по всей поверхности, высокой ударной вязкостью при низких температурах и отличной свариваемостью.

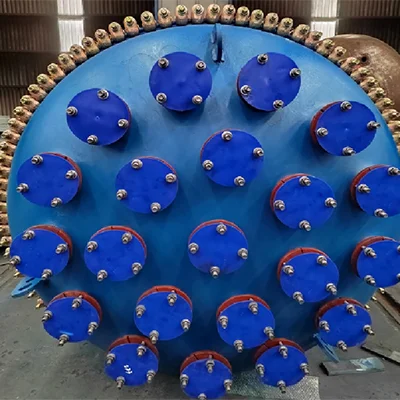
Надежные длинные фланцы с приварной горловиной
Для длинных фланцев с горловиной диаметром более DN1000 мм конструктивно применяется класс давления PN6. Для фланцев диаметром DN1000 мм и ниже может использоваться класс PN10, что связано с допустимыми прочностными характеристиками фланцевых узлов и требованиями к герметичности и безопасности.
Повышенный класс давления значительно увеличивает прочность фланцев. В процессе высокотемпературного обжига эмали такие усиленные фланцы менее подвержены деформации, что напрямую улучшает герметичность прокладок и исключает риск утечек в готовом оборудовании.

Универсальный фланцевый штуцер (патрубок)
В конструкции реакторов Lante предусмотрен запатентованный фланцевый штуцер нашей материнской компании Linyi Haixin. Данное решение устраняет внешнюю утечку в зоне нижнего выгрузочного узла, которая постепенно приводит к внутренней коррозии и преждевременному выходу оборудования из строя.
Универсальная конструкция штуцера позволяет адаптировать его под различные производственные стандарты фармацевтической и пищевой отраслей.

Комплексное эмалевое покрытие
Компания Lante предлагает несколько различных вариантов эмали, подбираемых в зависимости от коррозионной среды, температурных условий и требований технологических процессов.
Основная формула: эмаль HX-1
Основной эмалью, наносимой на оборудование Lante, является эмаль HX-1. По сравнению с большинством распространенных решений, эмаль HX-1 обладает улучшенными характеристиками, а ее устойчивость к кислотам при высоких температурах более чем в 2 раза превышает показатели стандартной эмали.
Дополнительные формулы эмали для различных условий:
Поверхность эмали при увеличении 1000×
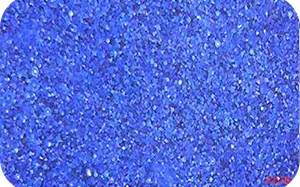
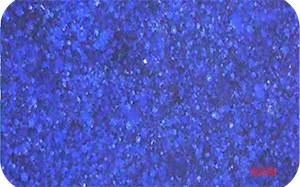
Основная эмаль Lante
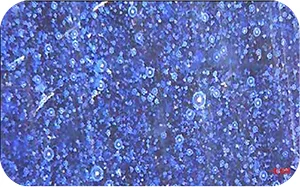
Эмали других производителей
Готовая продукция



Уникальный производственный процесс
Преимущества холодного напыления эмали
- Тщательная доработка после каждого слоя покрытия: нанесенный методом распыления порошок эмали позволяет устранять дефекты на каждом этапе перед следующим обжигом.
- Естественное высыхание влаги в порошке: влага удаляется естественным образом, улучшая стабильность обжига.
- Тонкий, равномерный и плотный слой: процесс холодного напыления позволяет формировать однородное покрытие на поверхности оборудования.
- Большее количество циклов обжига: увеличенное количество этапов обжига дополнительно упрочняет эмалированную поверхность.

Ленточная полировка
Внутренняя поверхность стального корпуса обрабатывается методом ленточной полировки. Данный процесс позволяет удалять дефекты поверхности оборудования, такие как окалина проката, мелкие раковины и загрязнения, а также улучшает плоскостность и гладкость внутренней поверхности корпуса. За счет улучшения состояния основы создаются более благоприятные условия для последующего нанесения эмали, что повышает качество конечного стеклоэмалевого покрытия.



Примеры продукции


Производитель премиального эмалированного оборудования с ASME и CE сертификацией
Компания Lante проектирует и разрабатывает эффективные эмалированные аппараты под индивидуальные требования каждой отрасли.



